
428*407*20*35H型钢 黄山Q345C镀锌H型钢 供应充足
发布用户:sdystg666
发布时间:2025-05-30 07:18:32
*20*35H型钢 黄山Q345C镀锌H型钢 充足



H型钢用途)(轧三特钢)
由于具有上述优点,H型钢应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基和堤坝工程;各种机器构件。 5H型钢 黄山Q345C镀锌H型钢 充足在试焊过程中,电流在2~235电压在2~23V、送丝速度在42~48in/min、焊接速度在2~5in/min时,试验焊接中发现FF3焊缝上几乎未出现层间未熔合情况、坡口未熔合及密集气孔情况。分析认为FF三道焊缝坡口宽度小,气体保护充分,因而不会产生氮气孔;坡口宽度小使得焊摆幅小,摆动频率高,在送丝速度一定情况下母材与填充金属熔合充分,因而产生未熔合的几率较小;仰焊部位焊缝余高不大。浸渍酸洗的工艺流程:酸洗除锈→清水冲洗→碱液中和→清冷水冲洗→热水冲洗(或继续进行磷化)。黑色金属酸洗液及工艺见表4-6。表4-6酸洗液及工艺编号12 6-9.7—/%———8-89.4—磷酸/%——-8.5——酪酐/%——15—9.9氯化钠/%66.2-51.-5———KC缓蚀剂/%.7-.8———— /%—.3-. 丁/%———1.4-.9 15-16<1适用范围钢及铸钢件铸铁及大块氧化皮,铸铁件表面有砂型可加2.5%除轻锈(精密零件和轴承)高合金钢零件精密零件、仪表零件、对光洁度影响不大,重锈时间较长的零件综合法这是将金属的除油、除锈、磷化和纯化合并起来的一种方法,这种“四合一”液及工艺见表4-7。
并且取消头部自动厚度控制(AGC),避免头部厚度设定偏差大造成轧制状态不稳定;在减薄过程中应将尾部减速率加大到0.30.6m/s/s,防止尾部抛钢速度过快发生甩尾。轧制稳定后可适当提高穿带速度到11m/s左右并适当减小尾部减速率,从而减少带钢的轧制时间、提高尾部温度,有利于轧制稳定;轧制薄规格时由于尾部温度低并且处于失张状态,应在抛钢前取消AGC,防止辊缝压下调节造成甩尾;轧制状态稳定时头尾尽量用一套水平值,抛尾时尽量保持尾部走中间。
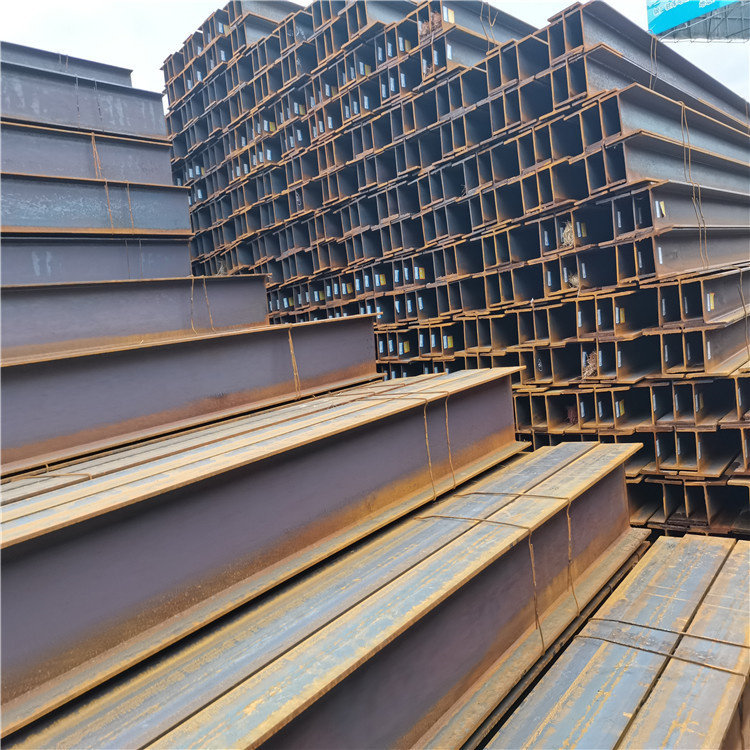
山东轧三特钢有限公司,H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。
H型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,因此而得名平行翼缘钢。H型钢的腹板厚度比腹板同样高的普通钢小,翼缘宽度比腹板同样高的普通钢大,因此又得名宽缘钢。由形状所决定,H型钢的截面模数、惯性矩及相应的强度均明显优于同样单重的普通钢。轧三特钢用在不同要求的金属结构中,不论是承受弯曲力矩、压力负荷、偏心负荷都显示出它的优越性能,可较普通钢大大提高承载能力,节约金属10%~40%。H型钢的翼缘宽、腹板薄、规格多、使用灵活,用于各种桁架结构中可节约金属15%~20%。由于其翼缘内外侧平行,缘端呈直角,便于拼装组各种构件,从而可节约焊接、铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
H型钢用途)(轧三特钢)
由于具有上述优点,H型钢应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基和堤坝工程;各种机器构件。 5H型钢 黄山Q345C镀锌H型钢 充足在试焊过程中,电流在2~235电压在2~23V、送丝速度在42~48in/min、焊接速度在2~5in/min时,试验焊接中发现FF3焊缝上几乎未出现层间未熔合情况、坡口未熔合及密集气孔情况。分析认为FF三道焊缝坡口宽度小,气体保护充分,因而不会产生氮气孔;坡口宽度小使得焊摆幅小,摆动频率高,在送丝速度一定情况下母材与填充金属熔合充分,因而产生未熔合的几率较小;仰焊部位焊缝余高不大。浸渍酸洗的工艺流程:酸洗除锈→清水冲洗→碱液中和→清冷水冲洗→热水冲洗(或继续进行磷化)。黑色金属酸洗液及工艺见表4-6。表4-6酸洗液及工艺编号12 6-9.7—/%———8-89.4—磷酸/%——-8.5——酪酐/%——15—9.9氯化钠/%66.2-51.-5———KC缓蚀剂/%.7-.8———— /%—.3-. 丁/%———1.4-.9 15-16<1适用范围钢及铸钢件铸铁及大块氧化皮,铸铁件表面有砂型可加2.5%除轻锈(精密零件和轴承)高合金钢零件精密零件、仪表零件、对光洁度影响不大,重锈时间较长的零件综合法这是将金属的除油、除锈、磷化和纯化合并起来的一种方法,这种“四合一”液及工艺见表4-7。